玉环天佳塑业有限公司
YUHUAN TIANJIA Plastic Machinery Co., Ltd.

















产品优势
03
100%
生活监督
生活监督
100%
环保材料
环保材料
01
100%
质量保证
质量保证
02
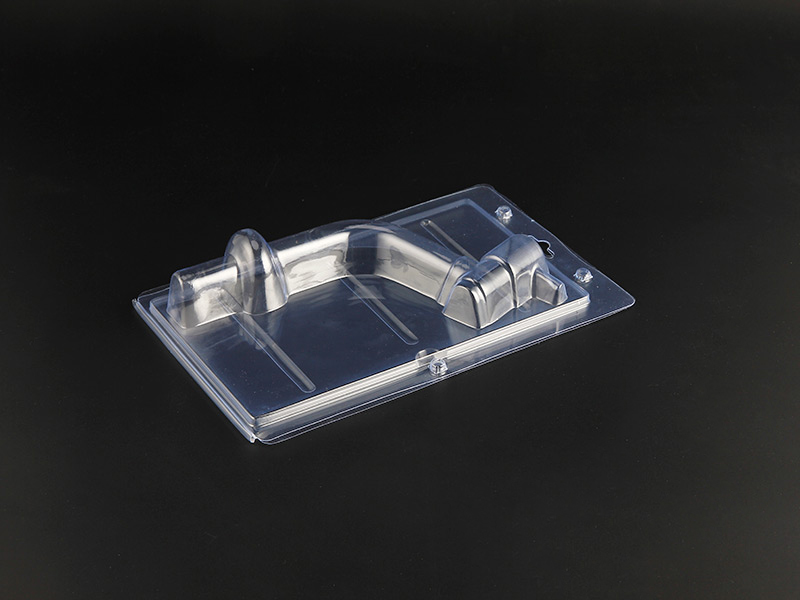
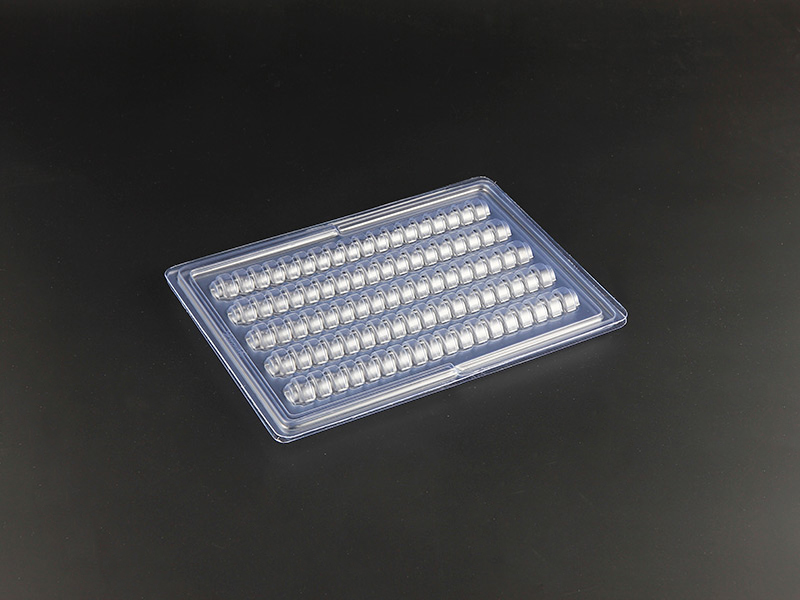
NEW PRODUCTS





玉环天佳塑业(原恒宇吸塑)是一家从事吸塑盒,吸塑泡壳产品制造的吸塑厂。坐落于东海之滨的全国百强县——浙江省玉环市,交通便利,环境优美。有生产吸塑包装制品十年多的经验,技术力量雄厚。本公司引进新型现代化LN6000、LN9000 、ZN6000高速全自动吸塑成型机,成型三边自动折边机和四方折边技术,高频热合机,吸塑包装封口机,精密液压四柱平面裁断机等......
搜索
请输入您要搜索的产品名称
Copyright © 2019 玉环天佳塑业有限公司 All Rights Reserved
电话:13989660708 / 13967669686
QQ:623861259 / 164146056
传真:0576-87110981
邮箱:623861259@qq.com
地址:浙江省台州玉环市清港镇徐斗工业区兴善巷17号
QQ:623861259 / 164146056
传真:0576-87110981
邮箱:623861259@qq.com
地址:浙江省台州玉环市清港镇徐斗工业区兴善巷17号
浙ICP备18033178号 技术支持 景舟科技
联系天佳

